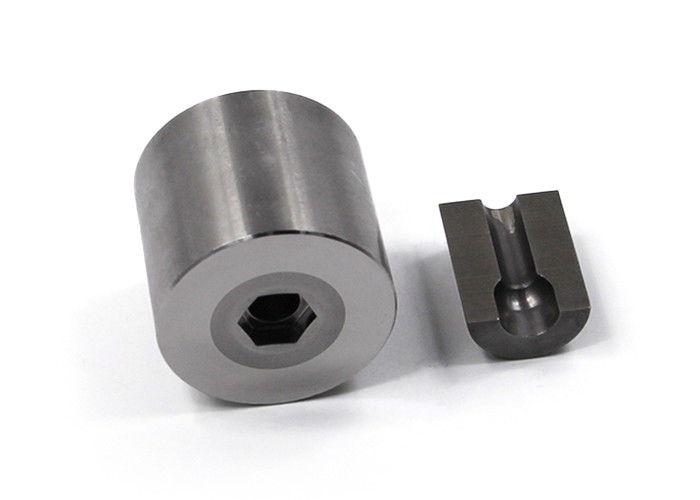
Tungsten carbide cold forging die fastener for Extrusion dies
Henghui’s extrusion dies, Different carbide grades in order to improve tool performance. Extrusion dies for easy removal and replacement of it using the same casing.
Accurate concentricity.
This is one of the most important parameters. It guarantees that the wire will be perfectly centered within the insulation material. This tight tolerance (0.0025mm / .0001”) is one of the keys in the quality of our tools.
Marking area
High definition laser marking area with diameter and other important customer details (upon client request).
Henghui has developed its own state-of-the-art technology in order to improve tools’ lifespan whilst keeping costs down.
This die design technology allows the use of interchangeable carbide die on the working area. On extrusion dies, a well-polished surface is essential,the polishing is done before can extending the tool’s lifespan.
We will suggest:
The selection of cemented carbide materials.
PVD, different coatings to be applied depending on the extruded material.
Mature polishing technology
Cemented carbide die is one of the steel dies. It is made of alloy materials with high strength and hardness, corrosion resistance, wear resistance and high temperature resistance, which is far longer than the service life of ordinary steel dies. It is a popular die in modern machinery industry. The common ones are cold heading die, drawing die, cold punching die, hexagon die, spiral die, etc. Its characteristics are as follows:
1) the guiding mechanism of the die adopts the four guide pillar ball mold base, and the stability, reliability and accuracy of the guiding mechanism are very high.
2) use T7 as the raw material of the hardened base plate to avoid the crushing of the cemented carbide die during stamping.
3) most of the formwork bases are made of 45 steel, hrc38-420, which is thicker than the general steel formwork and increases the rigidity.
4) at the die handle, in order to prevent the impact of the precision of the press on the stamping process of the carbide die, the floating die handle structure should be adopted as far as possible.
5) the clearance of the concave convex die is larger than that of the steel die.
6) in order to prevent the impact on the die during stamping, the fixed discharge plate structure is adopted, and the height h of the step is one thick material different from the thickness h of the guide plate.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!